


Précision et qualité
Courses
Aperçu
Pour une découpe au jet d’eau abrasif réussie, plusieurs facteurs au niveau de la tête de découpe déterminent la précision et la qualité du jet d’eau et affecteront la qualité de la pièce que vous pourrez découper avec un jet d’eau abrasif. Il y a d’autres facteurs qui entreront dans la coupe d’une pièce précise et précise (conception de la machine, commandes, logiciel et pompe haute pression) qui seront discutés dans d’autres chapitres. Ce chapitre se concentrera sur la tête de coupe et le jet d’eau lorsqu’ils interagissent avec la pièce à usiner.
Facteurs affectant la précision et la qualité
Figure 1 – Têtes de découpe au jet d’eau abrasives et à eau uniquement
1 - Longueur du tube mélangeur abrasif
Un tube de mélange abrasif plus long (aka buse abrasive) produit un jet d’eau plus cohérent. La longueur optimale du tube de mélange est de 3″ – 4″ (75 mm – 100 mm).
2 - Alignement des composants
L’orifice, la chambre de mélange et la buse abrasive doivent être usinés avec précision et s’emboîter parfaitement pour éviter d’endommager les consommables par le jet d’eau.
3 - Orifice précis
L’intérieur de la buse abrasive doit être usiné pour assurer un alignement parfait avec le jet d’eau. Voir la section « Effet du jet d’eau sur la précision » de ce chapitre pour plus d’informations.
4 - Diamètre du ruisseau
Un jet d’eau de petit diamètre, tel que produit par un orifice de 0,010″ (0,25 mm) produit un jet efficace et de haute qualité. En contrepartie, les vitesses de coupe sont plus lentes que lors de l’utilisation d’un orifice de 0,014″ (0,36 mm) ou plus , car moins d’eau et d’abrasif sont utilisés. Voir le chapitre 2 « Paramètres de relation » pour plus d’informations sur la sélection de l’orifice.
5 - Distance de travail faible et contrôlée
Maintenir une distance étroite entre la buse et la pièce à usiner, entre 0,040″ et 0,060″ (1,0 – 1,5 mm), est essentiel pour produire des pièces précises tout en obtenant l’efficacité maximale du jet d’eau. Couper plus près du matériau limite la quantité d’atmosphère que le jet doit traverser avant d’atteindre la pièce à usiner. Cela limite l’expansion du jet d’eau, car au fur et à mesure que le jet se dilate, la puissance effective du jet est réduite. Les vitesses de coupe devront être réduites pour compenser. Si la distance entre la buse et la pièce à usiner est augmentée de ¼ », les vitesses de coupe doivent être réduites d’environ 20 % pour obtenir des résultats similaires en ce qui concerne la tolérance et la qualité des bords. La coupe sous l’eau avec le contrôle de la hauteur CNC permettra un contrôle ultime du jet d’eau.
Voir l’effet de la hauteur de la buse ci-dessous pour plus d’informations.
Création du jet d'eau abrasif
Voici une description de la façon dont le jet d’eau abrasif est créé dans la tête de coupe. Les numéros indiqués ci-dessous renvoient aux numéros de la figure 2.
1 - Pression d'eau
L’eau pressurisée à 50 000 psi ou plus pénètre dans la tête de coupe à une vitesse relativement lente, de l’ordre de quelques pieds par seconde. (Voir « Comment ça marche » pour plus d’informations sur la façon dont cette pression d’eau est créée et transmise à la tête de coupe.)
Conversion de flux
L’eau est forcée à travers un orifice qui a un orifice de petit diamètre, de 0,004″ à 0,045″ selon l’application. Ces orifices sont réalisés dans un matériau extrêmement dur, tel que le diamant, le saphir ou le rubis. Cette étape convertit le flux d’eau d’un flux à haute pression en un flux à grande vitesse. À ce stade, l’eau se déplace à plus de 2 200 milles à l’heure (3657 kilomètres à l’heure).
3 - Effet Venturi
La grande vitesse du jet crée un effet Venturi, ou vide, dans la chambre de mélange située immédiatement sous l’orifice. L’abrasif, généralement le grenat, est dosé à partir d’une mini-trémie à travers un tube en plastique jusqu’à la tête de coupe et est aspiré dans le jet d’eau dans la chambre de mélange. La vitesse de coupe augmentera avec plus d’abrasif jusqu’à ce qu’un point de saturation soit atteint où la vitesse commence à diminuer. Si la quantité d’abrasif est trop élevée, le tube de mélange finira par se boucher.
L’une des avancées intéressantes de la découpe au jet d’eau au cours des dernières années est l’apparition des systèmes de dosage d’abrasif à commande numérique. Ces systèmes contrôlent avec précision la quantité d’abrasif qui peut s’écouler vers la tête de coupe. Pendant le processus de perçage, la pression de coupe et la quantité d’abrasif sont réduites et la tête de coupe effectue de petits mouvements circulaires sur les axes X et Y. Cette procédure de perçage permet de traiter avec une relative facilité des applications difficiles, telles que le perçage du verre et de la pierre.
4 - Jet d'eau & mélange abrasif
L’abrasif est complètement mélangé dans le jet d’eau et est accéléré jusqu’à approximativement la vitesse du jet d’eau. Cette étape vole de l’énergie au jet d’eau, le ralentissant légèrement.
5 - L'érosion accélérée
Le jet d’eau abrasif sort du tube de mélange avec une vitesse et une puissance extrêmes. L’abrasif érode le matériau à couper. Le processus est appelé « découpe au jet d’eau abrasive » car c’est l’abrasif qui effectue réellement la découpe. Le rôle de l’eau est simplement de donner de la vitesse et de la puissance à l’abrasif. Dans la découpe au jet d’eau pure, utilisée pour les matériaux mous comme la mousse et les aliments, la force du jet d’eau à elle seule est suffisante pour couper le matériau et l’abrasif n’est pas nécessaire.
Effet de la vitesse sur l'angle de saignée
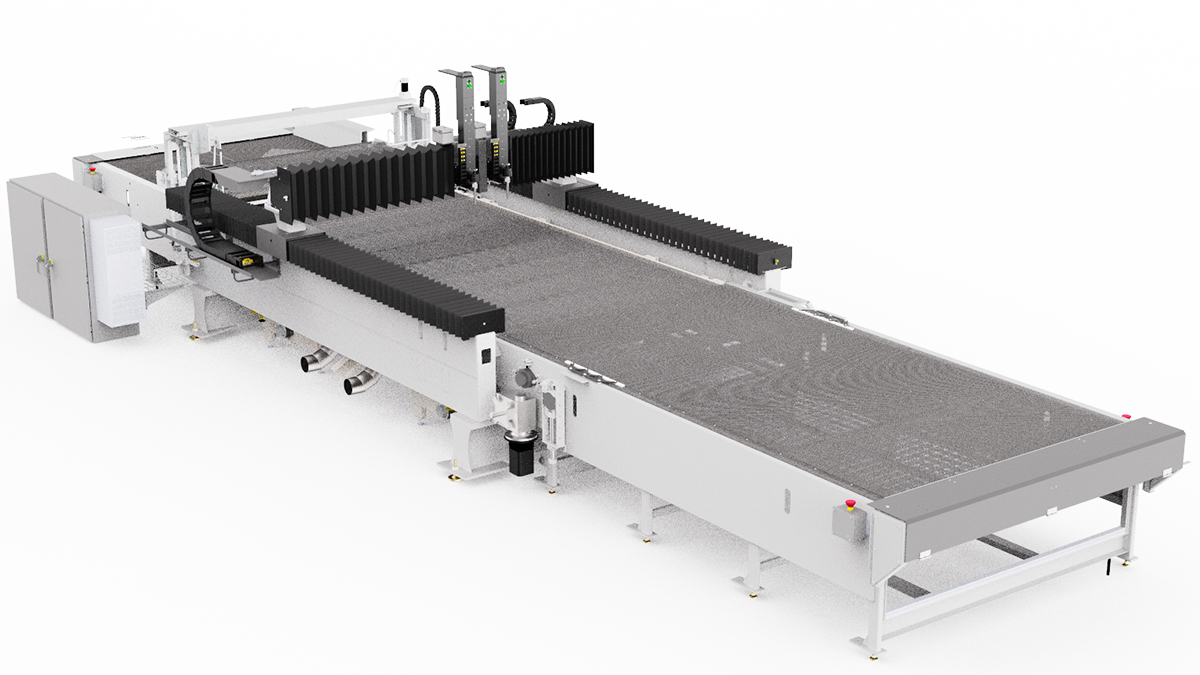
L’angle de saignée, ou biseau, fait référence à la différence dimensionnelle entre le haut et le bas de la section transversale coupée. Une coupe trop rapide entraînera une largeur de saignée plus large en haut de la section transversale coupée et une largeur de saignée plus étroite au bas de la zone. En figue. 3, de gauche à droite, les coupes ont été effectuées à 26 pouces par minute (ipm), 14 ipm et 9,7 ipm (660 millimètres par minute[mm/min] , 355 mm/min et 246 mm/min). Tous les autres paramètres ont été maintenus constants (pression 60 kpsi, distance de sécurité de 0,060″, 1,3 lb/min d’abrasif [4134 bar, 1,5 mm et 600 grammes/min]). Au sommet de la coupe, la largeur de la saignée était similaire, autour de 0,044″ (1,12 mm). La différence entre le haut et le bas allant de gauche à droite était de 0,017″, 0,013″ et 0,011″ (0,43 mm, 0,33 mm et 0,28 mm). Cela montre la diminution de l’angularité lorsque la vitesse diminue.
Figure 3 – Aluminium 3/4″ (20 mm) avec 3 vitesses de coupe différentes

Haute vitesse, saignée la plus large en haut, la plus étroite en bas
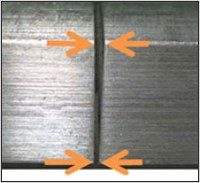
Vitesse moyenne, largeur de saignée plus large en haut qu'en bas
Vitesse plus lente, largeur similaire Kerf en haut et en bas
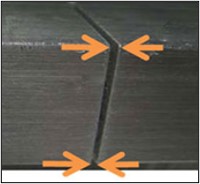
L’image ci-dessous montre une coupe supplémentaire qui a été effectuée extrêmement lentement (1 ipm ou 25,4 mm/min) pour démontrer que lorsque la vitesse est suffisamment réduite, la largeur de la saignée en bas de la pièce sera plus grande qu’en haut. Dans cet exemple, la largeur de la saignée en bas était de 0,014″ (0,36 mm) plus grande qu’en haut.
Vitesse très lente, largeur de saignée plus étroite en haut, plus large en bas
Traînée du jet d'eau et qualité de coupe
L’augmentation du débit d’alimentation entraîne une augmentation de la traînée du jet d’eau. Ce concept est illustré à la figure 5 ci-dessous. Une qualité de bord plus rugueuse est le résultat d’une action de cisaillement plus importante par rapport à l’action d’érosion de l’abrasif à des vitesses plus lentes. Les contrôleurs modernes permettent à l’utilisateur d’ajuster la qualité de coupe en fonction des exigences des pièces. Les trous de haute précision peuvent être coupés plus lentement pour une coupe plus lisse et plus droite. Des vitesses de coupe plus rapides avec une qualité de bord plus rugueuse peuvent être utilisées sur des zones moins critiques.

Coupe de séparation

Coupe à travers
Coupe nette ± 0,010"
Bonne finition

Excellente finition ± 0,005"
Effet de la hauteur de la buse
Pour une meilleure qualité de coupe, une distance optimale entre la buse et la pièce doit être maintenue. En règle générale, entre 0,0625″ et 0,125″ (1,5 à 3,0 mm) est la hauteur optimale pour la découpe au jet d’eau abrasif. Lorsque la distance augmente au-dessus de 0,125″, un arrondi sur le bord supérieur de la coupe se produira. Cela se produit parce que le jet d’eau perd sa cohérence lorsqu’il se déplace à l’air libre. Une hauteur de buse accrue entraînera également un angle de saignée accru. Si la distance entre les buse et la pièce est augmentée de ¼ », les vitesses de coupe doivent être réduites d’environ 20 % pour obtenir des résultats similaires en ce qui concerne la tolérance et la qualité des bords. Le contrôle automatique de la hauteur est le moyen le plus fiable et le plus précis de maintenir une distance de sécurité appropriée. La figure 7 montre que si la hauteur de la buse est augmentée trop loin, le jet n’aura pas assez de puissance pour pénétrer complètement le matériau qu’il couperait facilement à des hauteurs beaucoup plus basses.
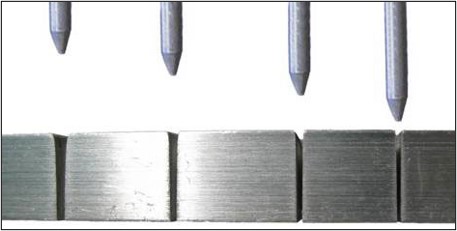
Figure 6 - Aluminium 3/4" avec coupes à différentes hauteurs de buse, même vitesse
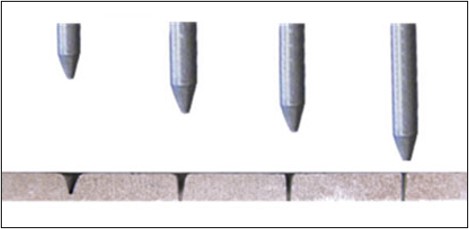
Figure 7 - Augmentation de la hauteur de la buse jusqu'au point où le jet ne pénètre pas
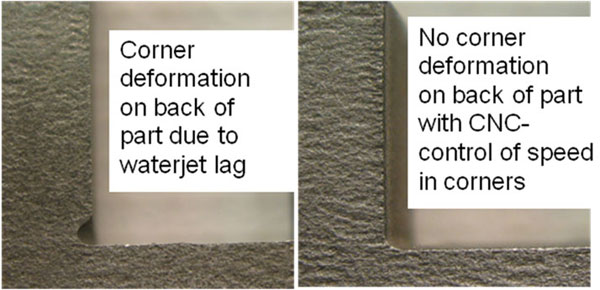
Effet de la vitesse sur les virages intérieurs
Étant donné que le jet d’eau est un outil de coupe non rigide, les coins intérieurs des pièces peuvent présenter une certaine surcoupe sur le côté inférieur ou de sortie de la pièce. Cela peut être réduit en décélérant dans le coin et en accélérant lentement, permettant à la partie inférieure du jet de rattraper la partie supérieure autour du coin. Le contrôle du jet d’eau doit avoir la capacité de le faire automatiquement.
images manquantes
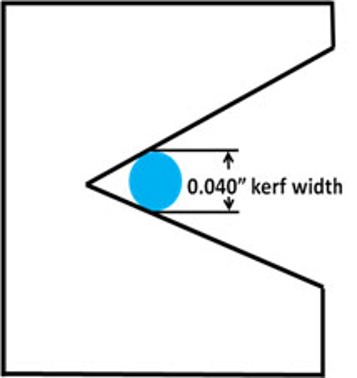
Rayons serrés
Étant donné que le jet d’eau est un outil rond, avec un diamètre compris entre 0,030″ et 0,040″ (0,76 mm et 1,02 mm) pour la découpe au jet d’eau abrasif, il est impossible de créer un coin intérieur parfaitement carré. Le logiciel de FAO lira généralement les géométries et donnera à un utilisateur la possibilité de placer automatiquement un très petit rayon sur ces coins. Cela évitera d’endommager la pièce et réduira le temps de traitement, car les rayons sont plus rapides à couper que les coins carrés. Pour les angles très aigus, la pièce réelle qui est coupée peut différer considérablement du dessin d’origine et doit être prise en compte pour la forme, l’ajustement et la fonction avant le traitement.
Types d'entrée et de sortie
Le perçage dans la zone de rebut du matériau et « l’introduction » de la géométrie réelle à couper est une procédure d’exploitation standard dans la plupart des applications de jet d’eau. Cela évite de placer un gros défaut de soufflage du perçage initial sur la surface de la pièce. À la fin d’une coupe, une sortie peut être nécessaire pour retirer toute « plume » de la zone d’entrée.
Différents types d’entrées et de sorties peuvent être expérimentés pour différents matériaux et épaisseurs. La figure 9 montre quelques exemples d’entrées et de sorties.
Réduction des marques de témoins d'entrée/de sortie
À la fin d’une coupe, une petite pointe peut rester sur la partie inférieure de la coupe dans la zone d’entrée/sortie. En raison de l’effet de retard discuté précédemment, lorsque le jet atteint la fin de la coupe, la partie supérieure du jet trouvera le chemin de moindre résistance et « sautera » efficacement un petit morceau de matériau en laissant une pointe. Avec les commandes et les logiciels plus sophistiqués disponibles aujourd’hui, cela peut être réduit en décélérant à la fin de la coupe pour permettre à la partie inférieure du jet de rattraper le haut avant d’atteindre la fin de la coupe. La figure 10 ci-dessous montre des exemples d’une grande plume en raison d’une vitesse trop élevée à la fin d’une coupe et un exemple de marque témoin minimale avec un ralentissement approprié à la fin de la coupe.

Mauvaise partie à gauche montrant une plume excessive.
Bonne partie à droite avec une marque de témoin minimale
Effet du jet d'eau sur la précision
Les tubes de mélange sont constitués de matériaux extrêmement durs tels que le borure fritté ou plus communément le carbure de tungstène composite. Cependant, les buses sont sujettes à l’usure et leur coût doit être pris en considération pour le chiffrage des travaux. L’orifice d’un tube de mélange augmentera généralement de diamètre d’environ 0,0001″ par heure de coupe en raison de l’érosion de l’abrasif s’écoulant à travers la buse. Si cette usure se produit de manière uniforme, jusqu’à 120 heures de coupe peuvent être réalisées avec une buse. Le facteur le plus important affectant l’usure des buses est le matériau à partir duquel elles sont fabriquées. Des commandes permettent de compenser cette usure en permettant à l’opérateur de modifier le décalage de l’outil.
Si l’usure de la buse n’est pas symétrique, le jet d’eau ne sera pas non plus rond. Cela se traduira par des tolérances plus larges lors de la coupe dans une certaine direction.
Les exigences de tolérance d’un travail dicteront le nombre réel d’heures qu’un utilisateur peut attendre d’une buse. La buse peut, bien sûr, être mise de côté et utilisée plus tard pour des travaux à tolérance plus faible. Le logiciel de contrôle doit permettre de suivre les heures sur les composants individuels pour faciliter la gestion des consommables. Voir la figure 12 ci-dessous pour un exemple de suivi de l’orifice et du tube de mélange.
Entrer en contact
Joignez-vous à notre équipe
Nous sommes toujours à la recherche de personnes compétentes et passionnées par l'offre d'une expérience client exceptionnelle. Parlons!