



Często zadawane pytania dotyczące strumienia wody
Wielu naszych klientów wspomniało, że ma wiele ogólnych pytań dotyczących strumienia wody, na które muszą odpowiedzieć przed dokonaniem zakupu. Stworzyliśmy więc listę pytań, które nam zadali. Podzieliliśmy listę na kategorie, aby ułatwić Ci wyszukiwanie potrzebnych odpowiedzi. Jeśli masz dodatkowe pytania, zadzwoń do nas pod numer (330) 677-9100.
Accuracy
Generally getting the right part the first time should not be a problem unless there are extenuating circumstances. Our software and many years of experience should be doing all the work so you can get the right part first time.
Generally as your speed increases you will have an increased amount of drag and taper on your part, but when cutting at the correct speed for your material you should be able to hold +/- 0.003 – 0.005″. The speed that these changes occur at is going to vary depending on the material that you are cutting. It is recommended that you use our cutting speed calculator. This will provide you with cutting speeds for different quality finishes with different materials.
Waterjet can cut 10″ thick stainless steel without too much difficulty. (Not all systems can cut this thick.) At the other end of the scale, heart valves for transplants are also cut with water.
Yes, but as the jet slows down, so the stream cuts deeper into the material. It is not easy to get a smooth etched finish using a normal waterjet. Waterjet can certainly be used to mark numbers etc. onto parts, but is not really a good alternative to sandblast etching.
The further the nozzle is from the material, the less power the stream has and the wider the cut in the part. There is also an associated overspray that tends to „blast” the edges of the entry point of the water into the materials.
Like any other piece of machinery your waterjet will have parts that wear and have to be replaced occasionally. The chart below is a general guide of the consumables involved with waterjet cutting as well as the average lifespan of those parts. This will vary by machine and application.
| Consumables | Hours of Cut Time |
|---|---|
| Orifices Ruby/Sapphire | Rubys are 40 hours, Sapphires are 35 hours |
| Nozzles | 80 hours |
| Inserts | 400 hours |
| High-Pressure Seals | + 250 hours |
| Low-Pressure Seals | + 1000 hours |
| Abrasive | 0.6 to 1.4 lbs/min cut time |
| Power | Varies per pump |
| Water | Varies per pump |
| Diamond Orifices | Varies – 300 to 1000 hours |
Abrasive
It is easy to change out abrasive. If you have one hopper, simply pressurize the unit and collect all the abrasive and save it for use later. Then load the different grade abrasive into the hopper. If you have 2 hoppers, we just "T" into the abrasive feed line prior to going to the cutting head and switch from one to the other in seconds.
We offer two versions of mini-hoppers: standard and Infini Hopper. With the standard mini-hopper, the abrasive flow rate is changed manually by using a slide. With the Infini Hopper, the flow rate can be changed by pressing a button on the front of the mini-hopper. There are 9 pre-set flow rates. There is also a setting for low-pressure, so when the pump goes into low pressure (piercing glass and other fragile materials), the abrasive flow rate will also be reduced.
The used abrasive can be removed from the bottom of your tank using an abrasive removal system, or by shoveling it out. There are several options at that point: The waste abrasive can be run through a WARD Pro abrasive recycling unit which will result in dry abrasive being deposited back into a storage hopper for reuse with your abrasive waterjet. The waste abrasive can be removed and then stored in abrasive bags for recycling at a later point. Abrasive can be stored for years and then recycled when it becomes feasible. By using the reusable abrasive storage bags available through WARDJet, the water will be able to seep out leaving you with slightly moist abrasive. These bags have bottoms that open for easy dumping when you're ready to recycle. Waste abrasive can be disposed of either into waste drums or directly into your dumpster. Garnet itself is inert and is not considered hazardous as long as none of the material you have been cutting with your waterjet is considered hazardous.
We recommend that you keep the bulk feed hopper as close to the gantry as possible. It can be further away but this would require an increased amount of air pressure and is not recommended.
Your machine will be provided with a free sample of abrasive. You are of course welcome to get quotes from any abrasive company you like. We are not an abrasive supplier, but there are many of them that can be located through research on the Internet. If you might want to recycle abrasive, then you should consider using Australian garnet, as we have found that Australian garnet typically has higher recovery rates than other types.
Cutting Head
Replacing a nozzle can be done in a matter of minutes - if not less than a minute. No tools are required to replace a nozzle.
No. They wear larger in ID and then become too big to cut effectively. However, if you have a larger pump, you should keep the larger nozzles to use with a larger orifice diameter when cutting thicker materials. Old abrasive nozzles also make a great stream deflector. So save them for those jobs where you might need to cut tubes and put them inside the tube to deflect the power of the stream.
A complete overhaul includes taking apart the complete cutting head and changing out the consumables, which takes approximately 10 minutes if you are going to clean all the parts properly.
We recommend you start with a ruby or sapphire, but you are welcome to change to a diamond at any time. We don't start with diamonds as when you first use a waterjet after installation, there are burrs, etc. that will break free and could damage an orifice. If you damage a diamond in this way, the warranty will be voided. A diamond orifice is guaranteed for 500 hours and costs about $500. A ruby orifice could last about 40 - 80 hours and costs $20.
Cutting Thick Materials
Always do a few test cuts of the different sections of the part at the speeds with which you expect to cut. So take the part and look for inside corners, outside corners, radii etc, then make a small part that will have all these features and program it and cut it so you get an idea as to how these will look on the finished part.
If you have to stop the program or you get a power failure do not rely only on the home position you wrote down. Rather start the program and run the first part with water only and check that it follows the cut that you have already done. You may also want to move it to another portion of the program and check that it still lines up there too. I am always concerned that when restarting a program you could be a few to several thousands of an inch out of position and this might not be good.
As you cut through the part, take a hack saw blade and grind off all the teeth so you have a thin long gauge that will fit down the kerf that has been removed. Let’s say the material is 6” thick. Put a mark on the blade at say 6.5”. Then take the blade and insert it into the cut and with the bottom of the blade sticking out the bottom, slide the blade along the tool path and check that the material is cut all the way through. You of course have to make allowance for grates. But this will give you a good guide as to the status of the bottom of the cut.
Make sure the cutting head is vertical as if it is not the tolerances of the part will be compromised. To do this line up the head or pierce a small hole in thin material. Then raise the cutting head up and the stream should go through the hole. If the head is not vertical it will ‘walk’ out of the hole and the direction of the cut will tell you how your cutting head needs to be adjusted.
When cutting very slowly in thick or thin materials, you need to be careful that you do not cut a hole through the floor of the tank. If you think this could happen, protect the floor by placing sacrificial layers of steel or scrap plate on the floor, making sure that there are no gaps where the stream could get between the scrap and cut the floor of the tank.
It is possible to cut a hole in the floor of the tank if you left the head on in one position and went to answer the phone and forgot about the waterjet. The jet is powerful enough that it will eventually cut a hole in anything in its way, including the floor of the tank. So always make sure you are thinking about how much energy is still available after going through the material you are cutting.
Controller
You are correct there are multiple components that affect the accuracy of the machine. The first is the CAD/CAM software that is used to prepare the parts to be cut. The experience that is built into the intelligence of the CAM portion of the software will allow the machine to go do what it's told. You must also have a controller that is intelligent enough to understand what it is being told to do. Let's take a CNC milling machine for example. They typically have accuracy that is 10 times that of a waterjet, but it's difficult to get an accurate part because the machine doesn't interpret the code it's given the way our controllers interpret the code to produce a high quality waterjet cut part.(i.e. Often a CNC mill like a HAAS will stop every time there is a change in speed - even if it is in a straight line - like going from 10 ipm to 5 ipm. This would never work with a waterjet - so the software and the machine must be able to transition speeds without stopping.) Our software has definitely addressed this and is able to communicate with the controller to ensure the highest accuracy possible.
Yes, the controller has ramping capabilities to adjust for corners, etc. You can control how far ahead it looks. Our controller and software are open architecture giving you the freedom to make changes. We set the software and controller with the standard settings that should be all you need, but if you wanted to make your own set of rules for a specific material or project, this can be done and saved for future use with just the click of a button.
It also ramps out of the corners, which helps prevent kickback from occurring. The acceleration and deceleration are different settings and can be changed if you wanted to and saved under a different configuration to be recalled whenever you wanted to.
Kerf compensation is standard in our CAD/CAM software and in the controller. You can put kerf compensation in both or either one. For example, you could put 40 th kerf in the software prior to sending the program to the controller, and then add .001" at a time at the controller as the nozzle wears - so the combined kerf would be .041" for example.
Several factors will compensate for taper - such as speed, pressure, abrasive flow, height of nozzle above the part, cutting under water, orifice/nozzle ratio, abrasive size and quantity. Several of these variables are in the hands of the operator, but our software will set all the parameters that are programmable based on the quality cut the operator selects when setting up the program. Our 5-axis devices can also be programmed to adjust for taper at a given speed.
The controller is capable of doing all of these piercing options. Our software also has several automatic ways of addressing piercing, so it is a case of selecting which one you want to use and when. Generally once you have selected a pierce procedure, you may want to keep it for similar kinds of materials, like all brittle and fragile materials would have one setting - (stone, glass, laminates, composites, marble, acrylic etc) where harder non brittle materials may have another setting - (steel, aluminum, stainless etc.)
It is possible to use the controller to adjust the pump pressure between high and low-pressure settings. The high and low-pressure settings are variable and set at the pump. If you wanted to change pressure on a sliding scale, we can do this but the valves that enable this are not standard on our units. The ability to change pressure on all our new waterjets is a standard option.
All of our machines are mapped on all three ballscrews prior to shipping. This can be repeated at any time after installation for an additional charge. We do make this mapping data available to all customers upon request.
Visit the WARDJet Controller web page to get more information.
Yes the controller will remember the location on the table of the part you were cutting, as long as you don't move the part. Even if you lose power you just home the machine and then select the part you want to cut from the touch screen, and the head will go the exact point where you stopped cutting. Our grate system is also designed specifically with this in mind to hold the part where you clamped it into position. This is a key feature of WARDJet waterjets that is proprietary to WARDJet.
Yes you are able to reverse the path of the cutting head all the way to the beginning of the program. You can also go to a specific part of the program using the graphic display on the controller. This is a really great feature.
There is an absolute 0 and there are an unlimited number of user definable home positions with the WARDJet controller. Every time you start a program, we generally program the code so that the 0,0 position of that specific program is set to "program 0". The controller will then remember this as long as the program is active, or in interrupted mode.
Gantry
This depends on the size of the tank and the amount of compressed air you have available to displace the water in the bladder that will then be pushed into the tank to raise the water level. The speed with which it goes down will depend on how fast the compressed air can escape from the bladder. Our systems have the ability to raise and lower the water as an option – except with the Z-45 where it is built into the unit. Instead of focusing on this feature we have invested a great deal of engineering design and time to make sure that our grates are flat. As a result, most users of WARDJet waterjets leave the water at 1″ – 2″ above the grates and cut all of their material under water.
This depends on where you set your grate level. Our grates level can vary. We have also customized tanks to allow customers to cut material 8” thick under water.
You can submerge a piece of material up to the cutting envelope size. On our Z-2543 for example you could submerge a piece of material that is 8′ x 14′.
Our machines are designed to allow you to feed a piece of material that is larger than the table from the front and out the back. The controller will allow you to index your material and finish your job. The gantry is open on both the front and the back so that you have easy access to the full cutting envelope. All Z-Series machines are designed to allow an 8′ x 20′ sheet to be fed through the waterjet from front to back. If you wanted to feed sheets up to 12′ wide, just let us know and we can make it possible. If you look at our tank design, you will see that it is designed so that you can load and support a large amount of weight on the sides of the tanks as you feed material through.
We generally sell our systems with our waterjet job shop grates, which are much easier to use than slats. They are removed from a Z-2043 or Z-2543 in four sections. Each section is reversible and can be replaced individually. They all come with an easy to clamp and remove system. This is unique to WARDJet. Please see videos on this on our website.
By using an overhead crane or two forklifts it is possible to move your waterjet to other locations within your facility if necessary. All our systems come with lifting locations for crane use. Our waterjets are built in our factory, tested and then shipped in one piece fully assembled. If you wanted to move it, there are steps you need to follow, but you could do this easily in a day. You would probably want to have a WARDJet technician come and check the squareness of the machine with a ball bar prior to cutting again, but the mapping need not be done again as we pin all our ballscrews.
Yes the controller has a job interrupt feature that will allow you to interrupt multiple jobs and then return to them. Again you will have to be sure not to move the parts that have been started. You could stop in the middle of an unlimited number of jobs and start another one. Hence again, the design of the WARDJet Job Shop Grates™ allows this to be a useful function. If you are cutting on slats, the slats can be shaken with your fingers, hence moving the parts. So when you want to come back and finish a part you were working on previously, it may not be exactly where it was when you were cutting earlier – (maybe the slat got bumped) and that would be problem. With the WARDJet Job Shop Grates™ design, the probability of the part being where it was clamped down is extremely high.
The air that a waterjet system requires is not an overly large amount as most of it is deadheading rather than being used up. If you don’t already have this available in your building then you will need to purchase an air compressor.
Your WARDJet waterjet comes with a choice of four different grating options. So you select the type of grating system that is right for your application (or mix multiple types together). This allows you to get what you need rather than just everyone getting slats, which is what other waterjet manufacturers offer. Slats tend to move in the center. They are wider, causing them to create more kickback into your material. They tend to not be level after the initial usage of the machine.
On all WARDJet waterjets the moving parts are protected from abrasive by using fiberglass covers with a set of double lip sealed brushes across the openings.
The life of your job shop grates is going to vary depending upon how much cutting you are doing per day as well as where you cut. If you’re always cutting in the same spot on your machine then those grates will need replaced more often than the rest of the sections in your tank.
The grate life is a largely variable figure, but they could last up to 6-9 months.
A 50 hp intensifier pump can run one or many cutting heads depending on the orifice used. The larger the orifice, the faster you will be able to cut. So a 50 hp, 60,000 psi pump can supply a single .014″ orifice, 2 heads with .010″ orifices, 3 heads with .008″ orifices, 4 heads with .007″ orifices or up to 6 heads if they are water only and using only a .005″ orifices. Visit our Pumps page for a complete chart listing specifications.
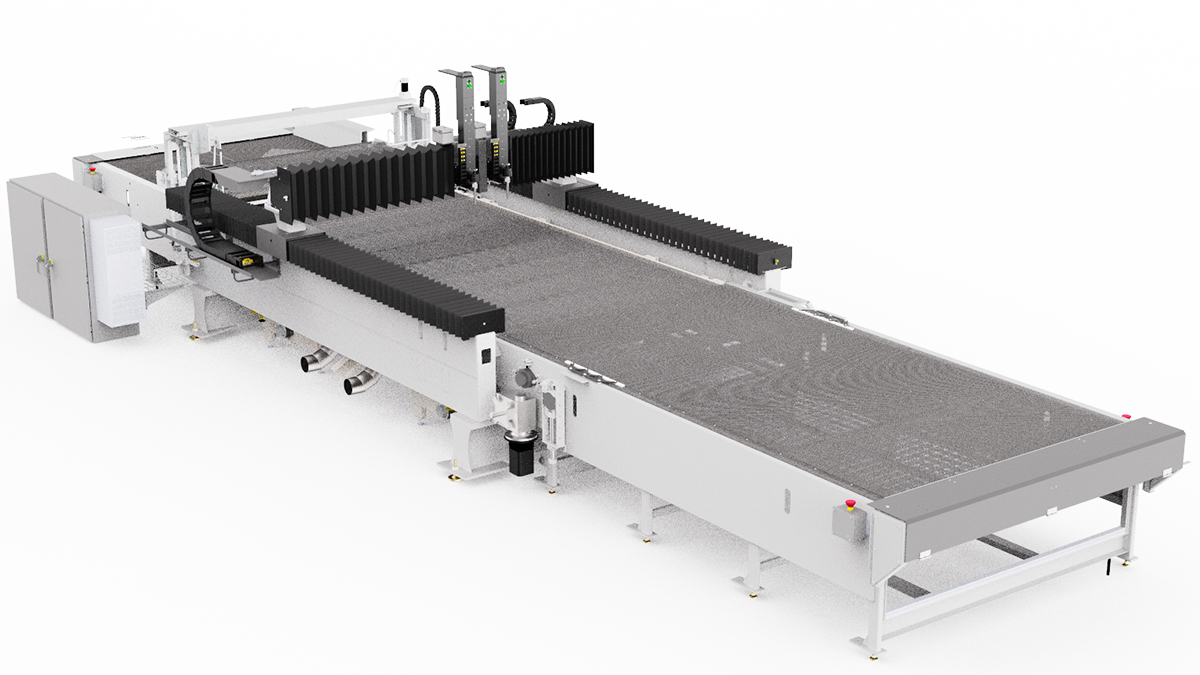
The M-Series systems are ball screw driven machines. We have found that this ensures you the highest level of accuracy. Although this costs more then rack & pinion, we’ve found the extra investment is well worthwhile. So we include it standard with these machines.
The gantry will be shipped fully assembled to your facility as one part. If you don’t have an available overhead crane you can unload your gantry using two forklifts. The other option is to hire a rigger to come for a short time and get the machine unloaded and in the correct position on your floor.
Grates
We usually drill screws into the bricks around the perimeter of the material with washers overlapping the edge of the material to hold it securely in place. The amount of screws you use and the spacing between them are dependent on the size and rigidity of the material.
Price
Depending on the size and features of the machine, the average price of a turnkey waterjet cutting machine might be anywhere from $100,000 – $500,000. The waterjet pump is often a large portion of this. WARDJet also offers build-it-yourself waterjet kits which start below this range. We’d be happy to help you determine which machine is the best fit for your application. Give our knowledgeable product specialists a call today!
Pump
In general the intensifier pump is more expensive to purchase, but cheaper to maintain. Based on running and operating the 6th largest capacity job shop in the USA up until 2003 (we sold it as it became a conflict of interest with our customers - so we decided to sell the job shop and focus on building the best waterjets with all our hard earned hands-on knowledge built-in) we would recommend the intensifier. We have also sold hundreds of used waterjets and have found intensifiers to be solid, proven technology. All WARDJet units come standard with intensifier pumps, unless requested otherwise. If you have a particular need for a direct drive pump we could supply that for you as well.
They are stand-alone units.
The motor could be ordered to be dual voltage. However, transformers are relatively low cost and that would be the easiest way to go.
If you do not have 460V power available but do have 230V, for 50HP and smaller pumps, we should be able to change over the voltage on a new intensifier pump for you prior to shipping and installation. A step-up transformer could also be an option for larger HP pumps. Should you not have 3-phase power you may be able to purchase a phase converter to make this a possibility. Note that a phase converter would only be used to run smaller pumps such as a 20 - 30 HP pump.
Ideally the pump can be located up to 20' away from the waterjet table. If the pump is placed further away from the machine, larger diameter high-pressure tubing will be required to reduce any pressure loss. This may add additional costs to your waterjet purchase. The pump can be located on a platform above the ground although it will need to be accessed regularly for maintenance and operation.
After your operator has been trained on changing the seals in your intensifier and has done it once or twice, it should come pretty easily for them. Generally an experienced waterjet operator is able to change out a set of seals in one end of the intensifier in approximately a half hour to an hour.
The maximum thickness of material is going to vary dramatically depending upon the type of material. All M-Series machines have 12" of Z-travel, allowing you to cut material up to 12" away from the surface of the grates. The 50 HP pump could enable you to cut up to 10" thick steel.
Service and Support
WARDJet is dedicated to providing the very best technical support in the industry. We are able to do this through a variety of means. Of course we recommend that you contact us either by phone, Skype or email any time you have a question or concern. Our trained technicians will then either address this with you verbally, or they may recommend that you check out a manual or video our website. If you have an internet connection to your controller, they may log you onto a WebEx so that we can remotely diagnose your machine, or show you something in the software.
Should this not provide an adequate solution to your problem we will do everything in our power to get a technician on your floor in as reasonable an amount of time as possible.
The consumables for your new intensifier pump as well as the cutting head are available through CNCShop. Feel free to order online, call, or email and we will get your parts out to you as soon as possible.
Maintenance of a waterjet primarily revolves around servicing and changing consumable items in the cutting head and the pump. In the cutting head, orifices, nozzles, wear inserts, needle and seats, and abrasive delivery tubes will wear out. The pumps will need high-pressure seals, check valves and low-pressure seals serviced and changed as they wear.
Software
It is extremely user-friendly software; we recommend that you set-up a WebEx with us to allow us to do a full software demo for you so that you can experience this yourself. You should be able to go from a DXF part to having it ready to cut in 30 - 60 seconds!
Yes, this is a part of our CAM software programs. It is without a doubt the most effective feature avoidance software we have ever seen.
Will it nest one part over and over? Will it nest different quantities of different parts on a sheet? Can this data be posted to different machines? IGEMS software allows you to nest multiple parts whether they are the same part over and over or you can nest different parts together. You can select the quantities that you want to nest and it will do that for you. You can operate IGEMS off of multiple computers by adding additional seats of the software. IGEMS will nest into any shape sheet - be it an odd shaped piece of scrap or a standard rectangular shape. It will nest parts within parts. The nesting is extremely powerful. We have been selling software for many years, and without a doubt, IGEMS is the most powerful package we have ever seen. References are available from customers who have used various packages for years and then switched to IGEMS.
It is possible to scan a part into IGEMS, but you would have to purchase an additional module with the software. Generally if you came and visited us, we would ask you to sketch something on a piece of paper, and within 3 minutes of scanning it, have it cutting on the machine. We are THAT confident in our software!
Yes. The cost for a second set of software is 50% of the cost of the first one.
As long as you continue your annual maintenance fee then you will get all of the IGEMS upgrades for free. The cost for this is 12% of the list price of the software.
Using either the WARDCAM or IGEMS software package, you should be able to go from a drawing, to a programmed part, to a finished cut part in minutes if not less then one minute. This does not have to be a complicated process. By combining the ease-of-use that you get with our software and controller you can get amazing results. We can schedule a WebEx at anytime to do a live demo for you on the software.
Water Quality
The normal overflow water and cooling water from your tank should be able to go down the drain without causing any environmental problems. You will not be able to do this though if any of the material you have been cutting with your waterjet is considered hazardous.
All WARDJet waterjet systems are provided with a 100-micron filter system to remove most of the solids that overflow into the drain from the waterjet. The cooling water from the intensifier would be coming from the pump and could flow down the drain or you could install a chiller and run a closed loop system. Care must be taken that no solids should go down the drain.
The used abrasive can be removed from the tank either using an abrasive removal and recycling system, of which WARDJet holds the patents for – see our web site and look up the WARD Pro Abrasive Recycling Systems, a removal only system, or by shoveling it out and into the dumpster.
Yes, many of our systems are being run off of well water. You may need a water softener for this, which is something we could help you assess. You may also need to consider a DI unit. You cannot just go and get a DI system. It needs to be specifically configured for waterjet use. We can help you understand when this would be necessary.
You need to look at the size of the septic tank and what it can take as inflow. If it cannot handle the inflow of waste-water, a 100% closed loop system with a DI unit and chiller will be needed. Under these circumstances, and we have units running like this, no water goes down the drain at all and all cutting water is used again for cutting. Make-up water is needed, as some water will be lost to evaporation etc.
There are 2 types of water needed for running an intensifier pump. Cooling water and cutting water. This is explained later in these questions. If you have a limited amount of water available we would encourage you to consider a Deionization Unit customized for waterjet cutting to set-up a closed loop system. By reusing the water needed to cool your pump as well as the water used for the cutting head, you could reduce your water usage to only the water that evaporates.
We recommend that you contact a commercial company that specializes in water conditioning equipment to do a water quality analysis for you prior to installing a machine. (Ex. Culligan). There are two sources of water required for your waterjet when operating an intensifier pump: cutting water and cooling water.
The goal with the cutting head water is to have a low number of total dissolved solids, generally less then 100 ppm. Water with a higher number of TDS can be treated through softening or TDS reduction. Contact us for recommended methods of treatment. Your inlet water should also have a temperature less then 70° F (21° C). In order to reuse this water the DI (deionization unit) would be required. Generally 1 gpm of cutting head water will be required for a 50 hp intensifier pump.
The intensifier pump will require 0-10 gpm for the cooling water depending on the size of the pump. This water will also need to be kept around a temperature of 70° F. In order to reuse this water we would recommend a chiller being added to the system. Typically this water is allowed to flow down the drain if a chiller is not used. Most customers do not use chillers and do let the water go down the drain. A chiller can always be added at any time.
Intensifier pumps will be supplied with two water filters a .5-micron filter and a .2 absolute filter. This should improve your water quality going into the pump and increase the life of your seals.
Your overflow water and cooling water could be able to go down the drain without causing any environmental problems, as long as none of the material you have been cutting with your waterjet is considered hazardous. If that is the case then you would need to set up a closed-loop system. Care must be taken that no solids should go down the drain. WARDJet systems all come standard with a filter that will help remove solids prior to the drain.
For cooling water in the intensifier your inlet water should also have a temperature less than 70° F (21° C). This will allow the water to be used by the heat exchanger to reduce the temperature of the hydraulic fluid. Should this not be available, a chiller could be added to your system. You would also like to have a temperature of less then 70° F for your cutting head water. This should help you to achieve the maximum seal life.
The chiller re-circulates the cooling water that is used by the intensifier’s heat exchanger to cool the hydraulics. It cools the water and then sends it through the pump again. A chiller is most effective in areas where there is a water shortage, in warmer climates, or if the cost of water is higher. You could go through up to 3 gal/minute of cooling water on a 50 hp pump, or up to 10 gpm on a 150 HP pump, so it may be a good option. This will only reuse the cooling water; you will still be putting approximately 1 gal/min of fresh water through the cutting head per 50 HP, which will not be reused with the chiller.
Skontaktuj się
Dołącz do naszej drużyny
Od Twojej idealnej pracy dzieli Cię jedno kliknięcie. Zapoznaj się z naszymi aktualnymi możliwościami tutaj.