
Overview
This chapter will discuss water quality requirements for high pressure waterjet cutting and why it is crucial to maintain proper water quality.
Note: See "Recommendation for water treatment" at the end of this chapter for a potential solution to everything you are about to read in this chapter about water treatment.
Courses
Water Specifications
Every manufacturer has specific requirements for water quality. Check with the manufacturer to get the specifications for your particular machine.
The water supplied to the intensifier is critical to waterjet cutting due to its direct influence on the service life of the equipment components such as check valves, seals and orifices. A high concentration of Total Dissolved Solids (TDS) causes accelerated wear of any components that come in contact with the high pressure water because of the increased abrasiveness of the water from the TDS.
As part of the installation planning, a water quality analysis should be performed by a commercial company that specializes in water conditioning equipment. The minimum information that should be supplied by this analysis is TDS, silica content and pH value. Companies like Culligan can perform these tests, or you can search “water quality testing” on the internet.
Inlet water should be treated for either the removal of hardness of the reduction of TDS. Water softening is an ion exchange process that removes scale forming minerals such as calcium. TDS reduction can be accomplished with either deionization (DI) or reverse osmosis equipment. Generally, DI or RO provides better component life than water softening.
A water purification supplier should be consulted to supply the most suitable equipment for special conditions. It might be a good idea to ask any company that you are considering using if they have supplied systems for any other high pressure waterjet cutting systems and check their references.
The best treatment process for a specific application is a function of the original water quality and the desired service life of the affected components. Sixty to 70 ppm of TDS is optimum. Any water treatment producing TDS content of less than 0.5 part per million (ppm) should be avoided since the aggressiveness of such purified water will damage pump components.
Water Treatment Guidelines
| Criteria | Values | Recommended Treatment |
|---|---|---|
| Total Dissolved Solids (TDS) | Low TDS (<100 ppm) Moderate TDS (100 – 200 ppm) High TDS (>200 ppm) |
Good water, requires only softening Can be treated by softening, DI or RO Poor water, should be treated with RO or DI |
| Silica Content | High content (>15 ppm) | Dual Bed Strong Base DI |
| pH Value | Treated water must have a value of 6 – 8 |
Suspended Solids
In addition to the treatment described above, the water must be filtered for the removal of suspended solids. Different manufacturers supply differently sized final filters for this purpose, typically down to 0.45 nominal. See “Recommendation for water treatment” at the end of this chapter for an alternative to this.
Water Supply
The initial water supply should be at least 5 gallons per minute at 40 pounds per square inch. The water may be boosted by a small pump to the 80 psi required by most intensifiers. Some intensifiers do not require pressure boosters, requiring only 30 psi for the incoming water. This removes a potential failure point from the system.
Hydraulic Oil Cooling
Intensifier pumps have hydraulic oil that must be cooled. Typically there are three options:
- Water-Cooled through a heat exchanger
- Air-Over-Oil Cooler
- Closed-Loop Chiller
1. Heat exchanger - For water cooled pumps
A heat exchanger is primarily used for cooling the hydraulic fluid of the intensifier pump. Typically the hydraulic oil temperature must be kept below 120° F (49° C). The heat exchanger will require a consistent water flow of 0 to 8 gpm (0 to 30 liters per minute) at an inlet temperature not exceeding 70° F in order to keep the hydraulic fluid at the proper temperature. Actual volume of water will depend on the pump selected. As many pumps are thermostatically controlled, when the pump is cool, it may be that no water is required.
This cooling water must go to drain. The cost of this water must be balanced against the costs of the other two cooling options (air-over-oil and chiller), which would not have any water going down the drain.
Public utility water is usually acceptable for cooling purposes. In situations where the water contains heavy mineral deposits, the exchanger tubes may eventually become restricted by particle buildup. If this is a chronic problem, pre-filtration and/or water softening may be necessary.
Depending upon plant setup, ambient temperature can also be a factor in cooling the hydraulic fluid. Additional cooling may be required if the intensifier and/or heat exchanger is confined to a small, high-temperature space.
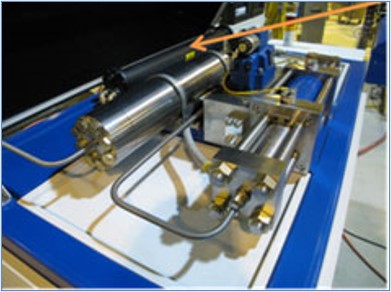
Figure 1 - View of heat exchanger
2. Air-Over-Oil Cooler
Some pumps will use an oil-air cooler to remove heat from the hydraulic oil, so no heat exchanger is required. In the summer, the unit can be vented outside the building to remove the heat from the building. In the winter it can be vented inside the building to help out with heating the building.

3. Chiller
A chiller can be used to re-circulate the cooling water that is used by the intensifier’s heat exchanger. It cools the water and then sends it through the heat exchanger again, creating a closed loop. A chiller is most effective in worth considering in a few situations in particular:
- Warmer climates where the efficiency of the heat exchanger may be reduce
- Facilities that cannot send any water to a drain
- Parts of the country where there is a water shortage, or if the cost of water is high, because a 50 HP pump can use up to 5 gpm for cooling the hydraulics
The chiller will only reuse the cooling water; you will still be putting approximately 1 gpm with a 50 hp pump of fresh water through the cutting head, which will not be reused with the chiller.
Incoming water for the intensifier should also be maintained at 70° F (21° C) or cooler for best high pressure seal life. If this temperature cannot be maintained, then the chiller can also be used for this water.

Filtering of Drain Water
If you have water from the waterjet tank going to drain, you will have suspended solids in this water (abrasive and small amounts of kerf material). To avoid the potential of clogging up sewer lines, this water should run through some sort of filter or weir tank to get as much suspended solids as possible out of the drain water. The filter could be as simple as a sock filter. Sock filters are available in various micron sizes. Something like a paper bed filter can have a roll of filter media that is continually advanced as the drain water passes through it.

Water circuit options
Following are 4 different scenarios for the water flow through a waterjet cutting system.
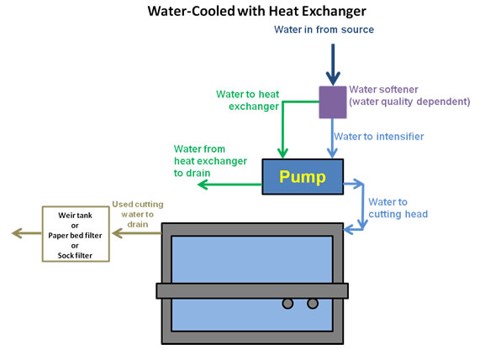
Option 1
Heat exchanger in pump, all water runs to a drain.
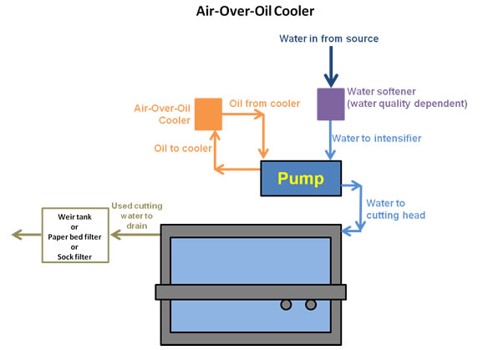
Option 2
Air-Over-Oil cooler
Option 3
Chiller and heat exchanger. Water for heat exchanger re-circulates; used water from cutting runs to drain.
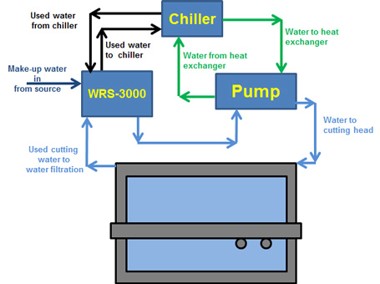
Option 4
Heat exchanger, chiller and WRS-3000 water recycling unit. No water to drain. Only water required is make-up water to replace evaporation and spillage.
Recommendation for Water Treatment
WARDJet has found that the use of a good quality water softener in conjunction with a 0.2 absolute final filter to be successful for treatment of water for the intensifier. This setup can be used as long as the water from the cutting tank is not being recycled for use through the intensifier. In the worst case, if seal life does not seem to be living up to expectations, then a DI or RO system can be installed.
Get in touch
Product Brochures
Get a copy of WARDJET's latest product brochure. Learn all about our extensive range of WARDJet CNC waterjets. Choose between our 6 big series - A-Series, X-Series, M-Series, H-Series, J-Series, and L-Series.